
各類精密鋼管加工定制生產廠家
為客戶提供產品加工、切割、配送等一體化服務
133-2325-1536 李總
各類精密鋼管加工定制生產廠家
為客戶提供產品加工、切割、配送等一體化服務
133-2325-1536 李總

聯系人:李總
電 話:139-3155-1536
地 址:唐山市豐南區錢營鎮北陽莊舊址
網 址:m.akhypceuyl.com
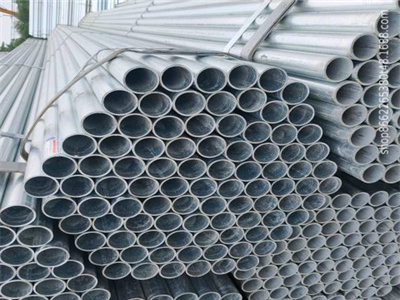
直縫焊接鋼管的焊接事項按制造方式歸類鋼管按制造方式 可分為兩類:無縫拼接鋼管和電焊焊接鋼管。電焊焊接鋼管以其焊接方法不一樣而分為爐焊管、電弧焊接(電阻焊機)管和全自動電孤焊管,分為直縫焊管和螺旋式焊管二種,山東加工Q235大口徑焊管現貨以其頂端樣子又分為環形焊管和異形(方、扁等)焊管。直縫焊接鋼管的焊接事項又分為底壓流體力學運輸用電焊焊接鋼管、螺旋式縫電弧焊接鋼管、立即卷焊鋼管、電焊管等。山東加工Q235大口徑焊管現貨無縫拼接鋼管可用作各種各樣液體、汽體管路等。按材料歸類鋼管按制管材料(即合金結構鋼)可分為:碳素管和合金管、不銹鋼鋼管等。
螺旋焊接鋼管按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。電焊鋼管:用于石油鉆采和機械制造業等,爐焊管:加工Q235大口徑焊管現貨可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等;按焊縫形狀分類可分為直縫焊管和螺旋焊管,直縫焊管生產工藝簡單,加工Q235大口徑焊管現貨生產效率高,成本低,發展較快。螺旋焊管強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管,但是與相同長度的直縫管相比,焊縫長度增加30~100%。

因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊,螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種,螺旋縫自動埋弧焊接鋼管按輸送介質的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制,加工Q235大口徑焊管現貨乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材;螺旋縫高頻焊接鋼管,尚沒統一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。山東加工Q235大口徑焊管現貨按用途分類按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管;螺旋焊接鋼管按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管。

電阻焊鋼管:其特點是生產效率高,自動化程度高,焊接時不需要焊條和焊藥,對母材損傷小,焊后的變形和殘余應力也較小。山東加工Q235大口徑焊管現貨但它的生產設備較復雜,設備投資高,對焊接接頭的表面質量要求也比較高。電弧焊鋼管:它的特點是焊接接頭達到完全的冶金結合,接頭的機械性能能夠完全達到或接近母材的機械性能。山東加工Q235大口徑焊管現貨根據焊縫形狀的不同,電弧焊鋼管又可分為直縫管和螺旋焊縫管兩種;根據焊接時采取的保護方法不同,電弧焊鋼管又可分為埋弧焊鋼管和熔化極氣體保護焊鋼管兩種。

一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。山東加工Q235大口徑焊管現貨新型層壓機都設置有"脈動"功能,它可以進入層壓菜單中,在脈動功能啟動時,它通過數次自動壓力下降、回升過程,讓制品中可能存在的水氣、低分子物排除出去。加工Q235大口徑焊管現貨起到既排氣又不損傷設備目的。而且"卸壓"放氣是在層壓進程接近高壓點進行的,為了避免板面出現干花等質量問題,操作過程需快速操作,操作者應很熟練。如果采用具有"脈動"功能層壓機,就不用擔心這一問題了。當前紙基覆銅板層壓有二種形式,一種是鏡面板略大于粘結片,這種形式與FR-4層壓形式相類似。

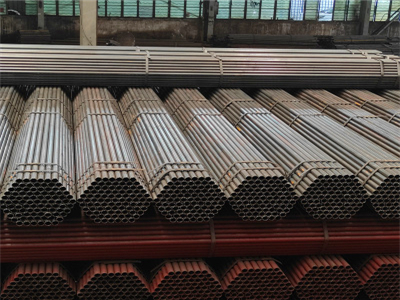
焊接鋼管也稱焊管,是用鋼板或鋼帶經過卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備投資少,但一般強度低于無縫鋼管。山東加工Q235大口徑焊管現貨20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。山東加工Q235大口徑焊管現貨焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加 30~100% ,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
唐山市豐南區智文金屬制品有限公司



