
各類精密鋼管加工定制生產廠家
為客戶提供產品加工、切割、配送等一體化服務
133-2325-1536 李總
各類精密鋼管加工定制生產廠家
為客戶提供產品加工、切割、配送等一體化服務
133-2325-1536 李總

聯系人:李總
電 話:139-3155-1536
地 址:唐山市豐南區錢營鎮北陽莊舊址
網 址:m.akhypceuyl.com

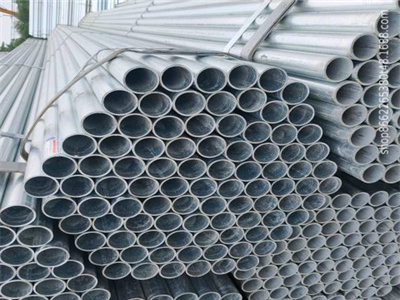
電焊焊接鋼管以其焊接方法不一樣而分為爐焊管、電弧焊接(電阻焊機)管和全自動電孤焊管,分為直縫焊管和螺旋式焊管二種,以其頂端樣子又分為環形焊管和異形(方、扁等)焊管。遵化購買大口徑精密焊管廠家直縫焊接鋼管的焊接事項又分為底壓流體力學運輸用電焊焊接鋼管、螺旋式縫電弧焊接鋼管、立即卷焊鋼管、電焊管等。無縫拼接鋼管可用作各種各樣液體、汽體管路等。按材料歸類鋼管按制管材料(即合金結構鋼)可分為:碳素管和合金管、不銹鋼鋼管等。合金管又可分為:低合金管、鋁合金結構管、高合金管、高韌性管。購買大口徑精密焊管廠家滾動軸承管、耐高溫耐酸性不銹鋼管、精密合金(如可伐鋁合金)管及其高溫合金管等。按接口方式歸類鋼管按管端連接方法可分為:光管(管端不帶螺紋)和車絲管(管端含有螺紋)。車絲管又分為:普通車絲管和管端加厚型車絲管。加厚型車絲管還可分為:外加厚型(帶外螺紋)、內加厚型(帶內螺紋)和內外加厚型(帶內外螺紋)等地車絲管。車絲管若按螺紋形式也可分為:一般圓柱體或錐體螺紋和獨特螺紋等地車絲管。

精密鋼管是一種可以高密度生產的、高品質的管材,可廣泛用于各種建筑工程和公路工程,適用于各種結構要求和工藝條件,有極好的經濟效益和社會效益。對于這些工序,所選用的管材必須符合現行標準,否則不得使用。遵化購買大口徑精密焊管廠家常年生產經營各種:精密鋼管、冷拔鋼管,異型鋼管,、精密光亮管、化肥專用管、石油裂化管、合金管、不銹鋼管、低合金管、鈦合金管等。保溫材料和保溫厚度的選擇,大口徑精密焊管廠家應使由于保溫所花的材料、安裝、維修的成本和保溫后的散熱損失在整個壽命期內達到的費用。
從人員到設備,均可保證對產品嚴格進行質量檢驗,遵化購買大口徑精密焊管廠家確保出廠產品質量符合標準要求。對冷彎試驗的要求也有所區別。對A級鋼,沖擊韌性不作為要求條件,對冷彎試驗只在需方有要求時才進行D各級則都要求AKV值不小于27J,不過三者的試驗溫度有所不同,B級要求常溫(25+-5 ℃)沖擊值,遵化購買大口徑精密焊管廠家C和D級則分別要求0 ℃和-20 ℃ 沖擊D級也都要求冷彎試驗合格。為了滿足以上性能要求,不同等級的Q235鋼的化學元素略有區別。 脫氧程度代號,F沸騰鋼,b半鋼,Z鋼,TZ特殊鋼。螺旋焊接鋼管主要起到煤礦井下供排水,井下噴漿,正負壓通風,抽放,消防灑水等管網作用。電廠中,螺旋焊接鋼管主要被用作熱電廠工藝用水廢渣,回水保送管道。

在焊縫兩側縱、橫兩個不同方向上進行檢測,其缺陷回波出現在不同位置、顯示次序呈不規則,遵化購買大口徑精密焊管廠家每個單獨的回波信號顯示單個尖銳回波、而底波消失或高度降低。探頭移動在不同位置檢測時,回波信號顯示一群密集缺陷回波,缺陷波密集互相彼連、高低不同,反射信號此起彼伏、忽高忽低,假若可分辨,則每一個單獨回波信號均顯示點狀缺陷的特征。根據縱、橫方向上的缺陷回波的位置。遵化購買大口徑精密焊管廠家顯示次序呈不規則、連續發生底波消失或底波幅度降低于50% 的特征可估評判為是密集狀缺陷。常見的密集狀缺陷有密集氣孔、再熱裂紋等缺陷,這種缺陷是一群缺陷的集合,每個小缺陷彼此之間相隔距離很近,無法對每個小缺陷單獨定位定量。
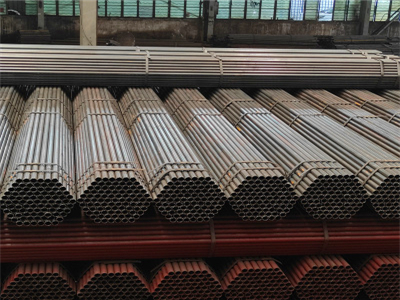
鋼管生產技術的發展開始于自行車制造業的興起,19世紀初期石油的開發,遵化購買大口徑精密焊管廠家兩次世界大戰期間艦船、鍋爐、飛機的制造,第二次世界大戰后火電鍋爐的制造,化學工業的發展以及石油天然氣的鉆采和運輸等,遵化購買大口徑精密焊管廠家都有力地推動著鋼管工業在品種、產量和質量上的發展。通常鋼管按照生產方法,分為無縫鋼管和焊接鋼管兩種類型,這次主要給大家介紹焊接鋼管。焊接鋼管即有縫鋼管,其生產是將管坯(鋼板和鋼帶)用各種成型方法彎卷成要求的橫斷面形狀和尺寸的管筒,再用不同的焊接方法將焊縫焊合而得到鋼管的過程。

其主要對外表面的粗糙度進行細化!一般來講還是要根據客戶的要求用途說也有沒有要求的,也有一些對精密不銹鋼管要求高的廠家或者客戶,要求粗糙度的要進行精拋的,因為冷拔精密鋼管應用廣泛要求不一,簡單介紹一下,交流阻抗是電化學測量的一種方法。如果鍍層是完好的,那么整個鍍層和金屬基體可以認為是一個純電阻。如果一旦遭到破壞那么電阻內就會出現一個電容。因此通過電容的變化就可以判斷腐蝕情況。遵化購買大口徑精密焊管廠家冷拔精密鋼管的拋光大部分使用的是機械拋光,一般不會使用電解拋光。一般也是外拋光,拋光利用柔性拋光工具和磨料顆粒或其他拋光介質對工件表面進行的修飾加工。購買大口徑精密焊管廠家拋光不能提高工件的尺寸精度或幾何形狀精度,而是以得到光滑表面或鏡面光澤為目的一般來說不拋光就電鍍,是保證不了產品的表面處理質量的,說的通俗一點電鍍和拋光都是表面處理工藝,冷拔精密鋼管拋光電鍍時應有足夠的附著強度,電鍍時鍍層不應出現剝離現象。
唐山市豐南區智文金屬制品有限公司



